 EN
EN
 AR
AR
 BG
BG
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 GL
GL
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 GA
GA
 BE
BE
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 BS
BS
 LO
LO
 MN
MN
-
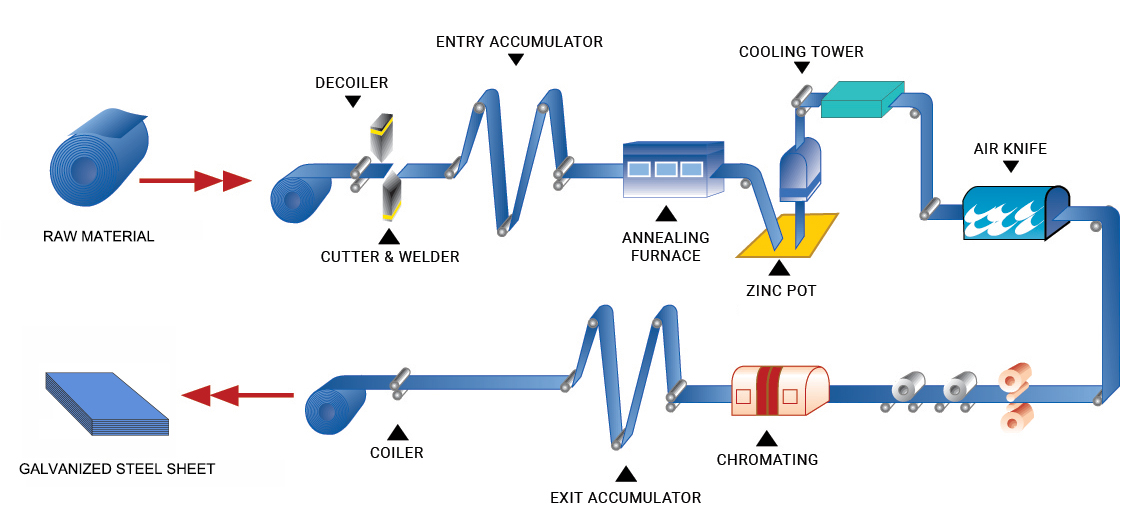
亜鉛めっき工程
亜鉛めっきとは、金属表面に亜鉛の被膜を施して耐食性を高める工程を指します。以下に、亜鉛めっき工程の主な工程を示します。
1. 原材料検査:亜鉛めっき対象の材料の品質を確認し、工程要件を満たしていることを保証します。
2. 酸洗い: 酸を用いて鋼材表面の酸化鉄皮(スケール)およびその他の不純物を除去します。
3. 洗浄: 酸洗い後、鋼材を十分に洗浄して残留酸およびその他の汚染物質を除去します。
4. 助熔処理: 洗浄済み鋼材の表面に、塩化亜鉛または塩化アンモニウムと塩化亜鉛の混合物を含む溶剤を塗布し、鋼材の再酸化を防止します。
5. 乾燥: 溶剤でコーティングされた鋼製部品を乾燥オーブンに入れ、その後の亜鉛めっき工程をより良好なものにします。
6. 亜鉛めっき: 乾燥済みの鋼製部品を溶融亜鉛液に浸漬し、亜鉛層を鋼製部品表面に均一に付着させます。
7. 冷却: 亜鉛めっき後、鋼製部品を急速に冷却して亜鉛層の構造を固定します。
8. パッシベーション(不動態化処理): 鋼製部品表面に保護膜を形成し、亜鉛層のさらなる酸化を防止します。
9. 洗浄: 最後に、鋼製部品を洗浄して表面に残った残留物を除去します。
10. 完成品検査: 亜鉛めっき鋼板の最終品質検査を実施し、製品が規格要件を満たしていることを確認します。
11. 検査および包装: 合格品を包装し、出荷準備を行います。以上が亜鉛めっき工程の基本的な流れです。ただし、異なる亜鉛めっきプロセスでは細部に若干の差異がある場合がありますが、全体的な工程は類似しています。
動画を見る -
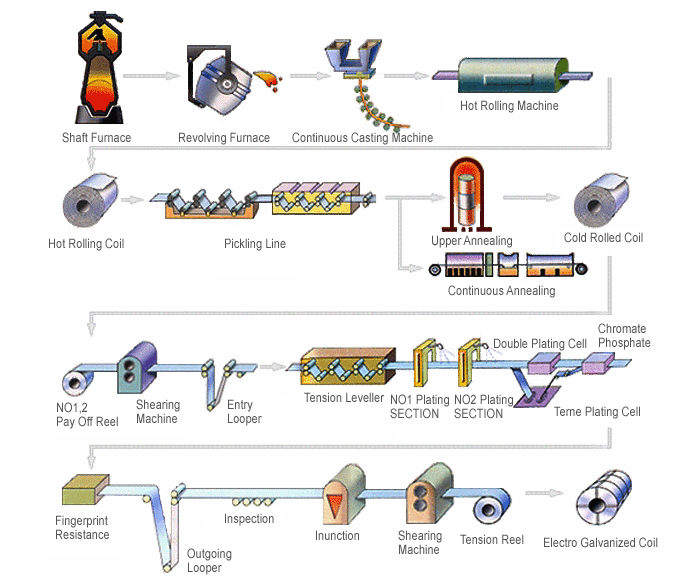
電気亜鉛めっき鋼板
1. 入力工程: 電気めっきライン入口に設置される設備には、リール巻取り機、切断機(M/C)、溶接機(M/C)、ウィンダおよびテンションレベラが含まれます。リールは積層鋼板または冷間圧延鋼板を切断機へ供給し、切断・接合準備のための材料をカットして連結します。その後、溶接工程へと進みます。
2. 前処理工程: 電解洗浄ラインは、電解槽、酸洗槽および水洗槽から構成され、電気めっき前の鋼板表面に付着した汚染物質および酸化皮膜を除去するために使用されます。
3. 電気亜鉛めっき: CAROSEL法は、他の電気亜鉛めっき法と同様に、導電性ローラーを介して片面ずつ電気めっきを行う方法です。この工程では、片面めっき・両面めっきの異なる被膜厚を持つ鋼板(片面・両面異種被覆板)が製造されます。また、水平型の装置もあり、こちらでは鋼板の両面を同時に電気めっきすることで両面均一被覆板を製造します。
4. リン酸塩皮膜処理: リン酸塩皮膜は、化学的または電気化学的な反応によって亜鉛層表面に形成されます。この皮膜は、一時的な防食保護機能を提供するとともに、塗装可能な安全な下地を確保することを目的としています。
5. 指紋付着防止処理: 有機系、無機系、あるいは有機・無機ハイブリッド系の薄膜が鋼板表面に付与され、耐食性を補強するとともに、指紋付着防止性や加工性など所要の特性を向上させます。
6. 出荷工程: 生産ラインの出口には、巻取り機、張力制御用巻取り機および自動包装ラインが設置されており、鋼帯の巻取り後の製品を保護します。
動画を見る



