 EN
EN
 AR
AR
 BG
BG
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 GL
GL
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 GA
GA
 BE
BE
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 BS
BS
 LO
LO
 MN
MN
-
عملية الجلفنة
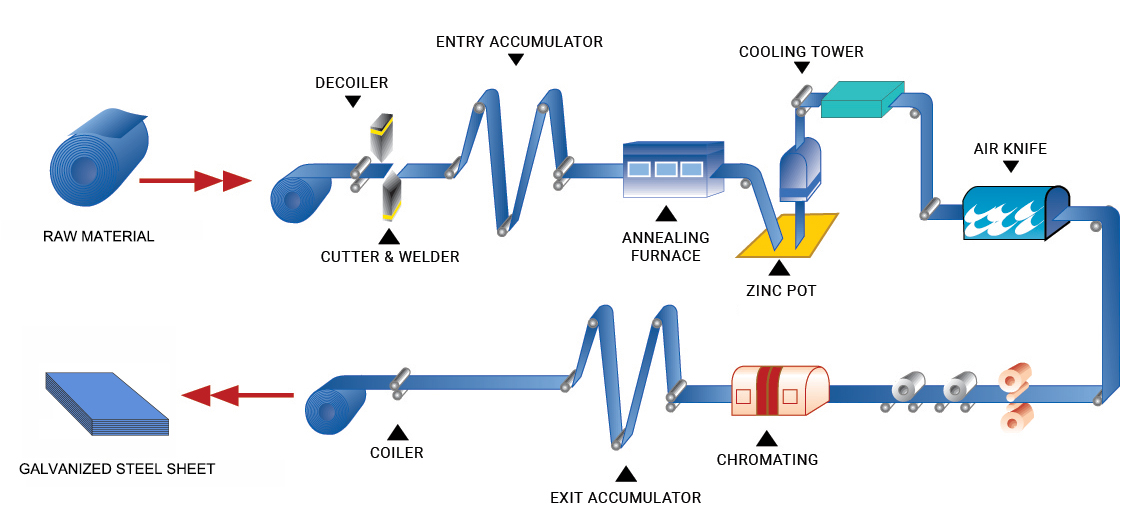
تشير الجلفنة إلى عملية طلاء سطح المعدن بطبقة من الزنك لتحسين مقاومته للتآكل. فيما يلي العمليات الرئيسية في عملية الجلفنة:
1. فحص المواد الخام: التحقق من جودة المواد المراد جلفنتها للتأكد من مطابقتها لمتطلبات العملية.
٢. إزالة الصدأ بالحمض: استخدام الحمض لإزالة طبقة أكسيد الحديد والشوائب الأخرى الموجودة على سطح قطع الصلب.
٣. التنظيف: بعد إزالة الصدأ بالحمض، تُنظَّف قطع الصلب بدقة لإزالة الحمض المتبقي وغيره من الملوثات.
٤. التمهيد بالزنك: تطبيق طبقة من المذيب المحتوي على كلوريد الزنك أو خليط من كلوريد الأمونيوم وكلوريد الزنك على سطح قطع الصلب النظيفة لمنع أكسدة قطع الصلب مرة أخرى.
٥. التجفيف: ضع الأجزاء الفولاذية المغلفة بالمذيب في فرن التجفيف لتحسين عملية الجلفنة اللاحقة.
٦. الجلفنة: اغمر الأجزاء الفولاذية المجففة في سائل الزنك المنصهر لجعل طبقة الزنك تلتصق بشكل متجانس بسطح الأجزاء الفولاذية.
٧. التبريد: بعد الجلفنة، تُبرَّد الأجزاء الفولاذية بسرعة لتثبيت بنية طبقة الزنك.
٨. التمرير: تشكل طبقة واقية على سطح الفولاذ لمنع طبقة الزنك من التأكسد أكثر.
٩. التنظيف: في النهاية، نظِّف الفولاذ لإزالة أي مواد متبقية على السطح.
١٠. فحص المنتج النهائي: قم بإجراء فحص جودة نهائي على الفولاذ المجلفن للتأكد من أن المنتج يتوافق مع المعايير المطلوبة.
١١. الفحص والتغليف: قم بتغليف المنتجات المؤهلة واستعد لشحنها. والخطوات المذكورة أعلاه تُشكّل العملية الأساسية لعملية الجلفنة. ويجب ملاحظة أن عمليات الجلفنة المختلفة قد تختلف في بعض التفاصيل، لكن العملية العامة متشابهة.
عرض الفيديو -
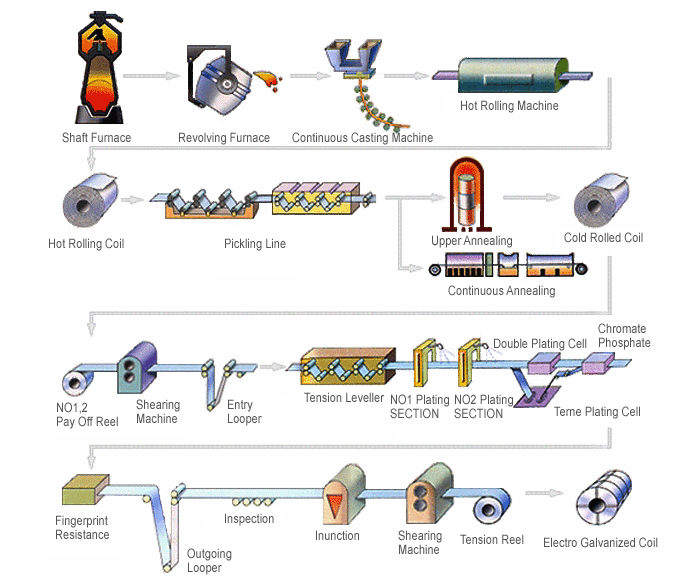
الفولاذ المجلفن كهربائيًا
١. عملية الإدخال: تشمل المعدات الموجودة عند مدخل خط الطلاء الكهربائي بكرة الاستلام، وآلة القص، وآلة اللحام، والبكرة اللفافة، ومُسطِّح التوتر. وتقوم البكرة بنقل مواد الفولاذ المكدسة أو المدرفلة على البارد إلى آلة القص، التي تقوم بقص المواد وتوصيلها استعدادًا للوصل. وبعد ذلك تأتي مرحلة اللحام.
٢. عملية المعالجة المسبقة: يتكون خط التنظيف الكهربائي من خزان كهربائي، وخزان حامضي، وخزان شطف، وتُستخدم هذه المكونات لإزالة الملوثات وطبقة الأكسيد من سطح الفولاذ قبل الطلاء الكهربائي.
٣. الجلفنة الكهربائية: تتضمن طريقة CAROSEL، مثل غيرها من طرق الجلفنة الكهربائية، الطلاء الكهربائي لجانب واحد في المرة الواحدة عبر أسطوانة موصلة. وتُنتج هذه العملية صفائح مطلية من جانب واحد أو من كلا الجانبين، أو صفائح مطلية بشكل تفاضلي. كما توجد أيضًا أنواع أفقية يتم فيها الطلاء الكهربائي لكلا وجهي الصفيحة في وقتٍ واحد لإنتاج صفائح مطلية من كلا الجانبين.
٤. طلاء طبقة الفوسفات: يتم تطبيق طبقة فوسفات على سطح طبقة الزنك بواسطة تفاعل كيميائي أو كهروكيميائي. وتهدف هذه الطبقة إلى توفير حماية مؤقتة ضد التآكل وإنتاج سطح آمن قابل للدهن.
٥. معالجة مقاومة البصمات: يتم تطبيق فيلم عضوي أو غير عضوي أو هجين عضوي-غير عضوي على سطح الصفيحة الفولاذية لتعزيز مقاومتها للتآكل وتحسين الخصائص المطلوبة مثل مقاومة آثار البصمات وسهولة المعالجة.
٦. عملية الإخراج: تشمل نقطة خروج خط الإنتاج بكرة الإخراج، وبكرة التوتر، وخط التغليف الآلي لحماية المنتج بعد اللف.
عرض الفيديو



